


ساخت TBM چیست و چرا اهمیت دارد؟
تولید TBM به مهندسی و تولید ماشینهای حفاری تونل اشاره دارد - قطعات عظیم و بسیار تخصصی تجهیزاتی که برای حفاری تونلها از طریق سنگ، خاک، خاک رس و شرایط زمین مخلوط استفاده میشود. اینها از پیچیدهترین ماشینهایی هستند که تا کنون ساخته شدهاند و مهندسی مکانیک، هیدرولیک، الکترونیک و علم مواد را در یک سیستم یکپارچه ترکیب میکنند که میتواند از چند صد تن برای یک دستگاه تونل کوچک تا بیش از 7000 تن برای یک مترو یا تونل بزرگراهی با قطر بزرگ وزن داشته باشد. فرآیند تولید دستگاه حفاری تونل مانند تولید بیشتر تجهیزات صنعتی نیست - هر ماشینی عملاً یک پروژه سفارشی است که برای برآوردن شرایط خاص زمین شناسی، قطر، تراز و پوشش یک قرارداد تونل واحد طراحی شده است.
تقاضای جهانی برای TBM ها برای دهه ها به طور پیوسته افزایش یافته است که ناشی از سرمایه گذاری زیرساختی گسترده در سیستم های ریلی مترو، تونل های جاده ای، زیرساخت های تامین آب و فاضلاب، تونل های برق آبی و شبکه های لجستیک زیرزمینی است. شهرهایی از لندن تا بمبئی و لس آنجلس به طور فعال از TBM برای ایجاد زیرساخت های زیرزمینی بدون ایجاد اختلال در زندگی سطحی استفاده می کنند. این تقاضا باعث ایجاد رقابت در سطح جهانی شده است تولید TBM صنعت تحت سلطه تعداد معدودی از تولیدکنندگان بزرگ است که قادر به ارائه ماشینهای سفارشی مهندسی شده و ساخته شده با تلورانسهای دقیق فوقالعاده در جدولهای زمانی قرارداد است که میتواند 18 ماه یا بیشتر طول بکشد.
انواع ماشین های حفاری تونل و نحوه تولید متفاوت هر کدام
تولید TBM یک فرآیند تولید واحد نیست - این یک خانواده از طراحیهای ماشین آلات مرتبط اما کاملاً متفاوت است که هر کدام برای شرایط زمین خاص مهندسی شدهاند. نوع TBM انتخاب شده برای یک پروژه اساساً محدوده تولید، مشخصات قطعات و پیچیدگی مونتاژ مربوطه را شکل می دهد.
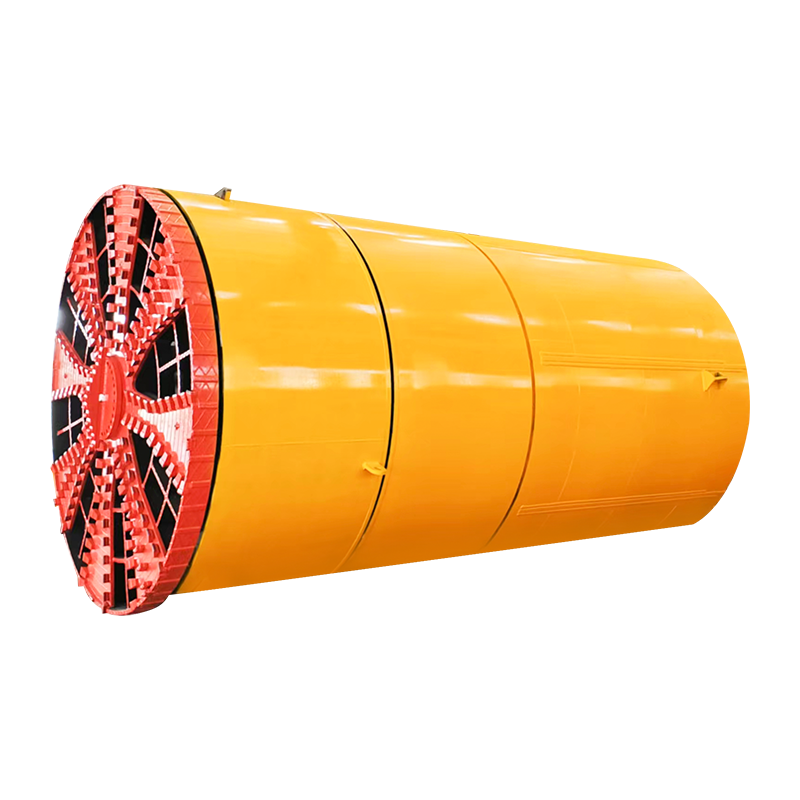
هارد راک TBMs (Gripper TBM)
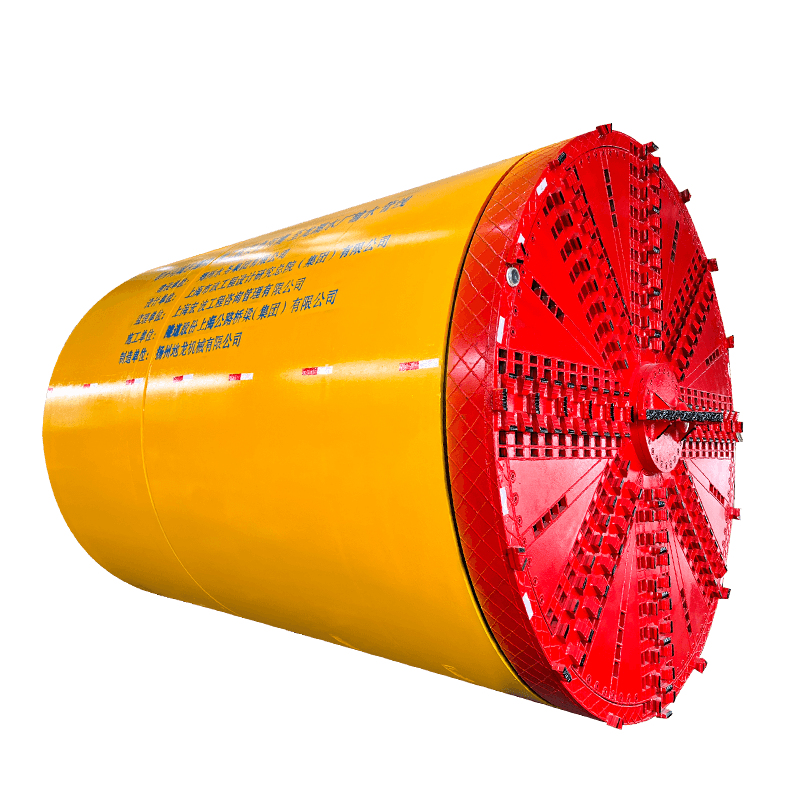
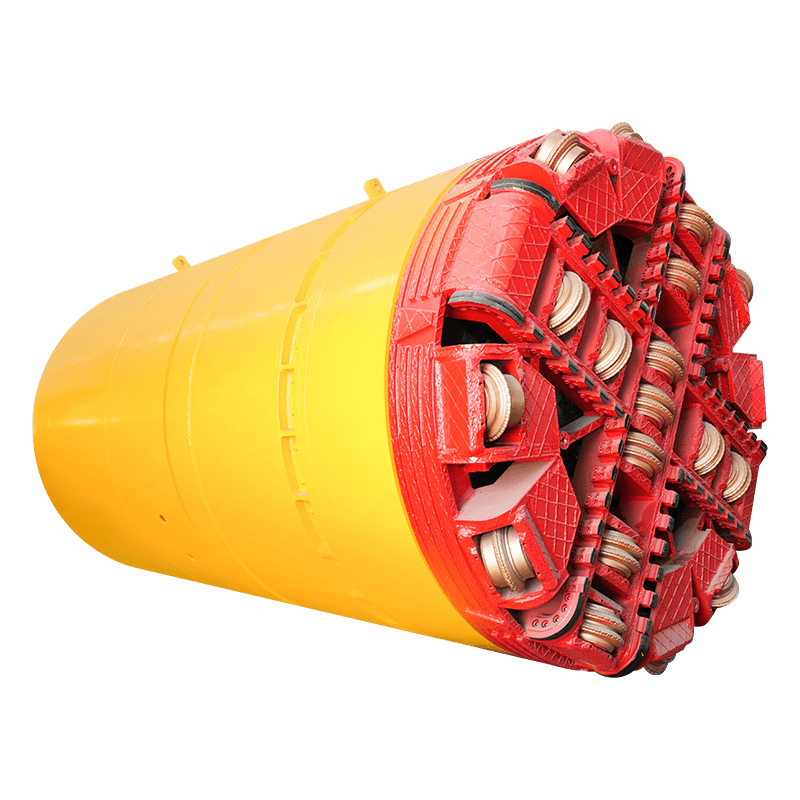
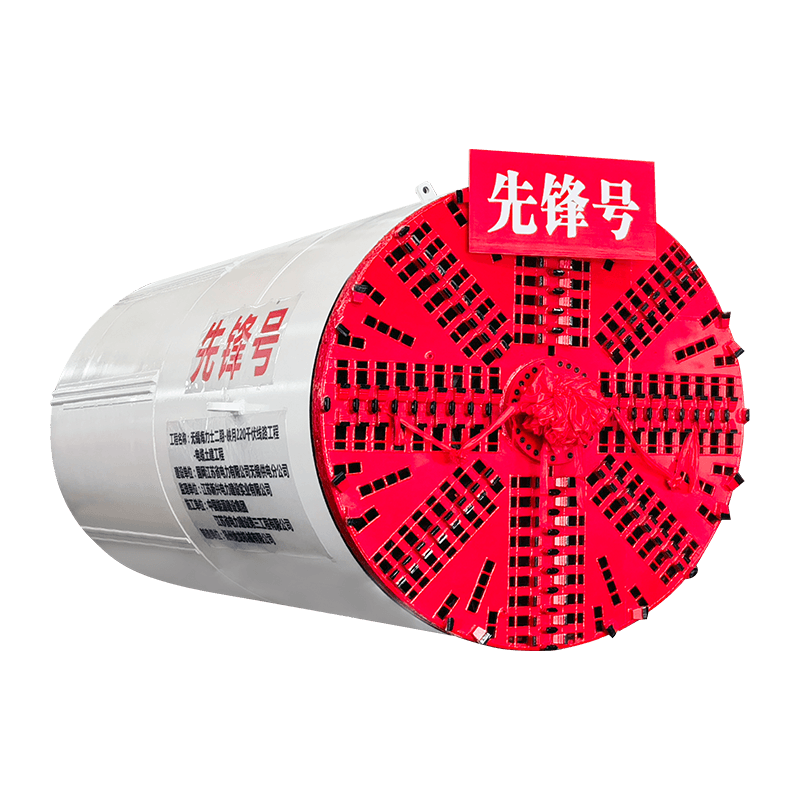
Gripper TBM ها برای تونل زدن از طریق سنگ های جامد و شایسته مانند گرانیت، بازالت و سنگ آهک طراحی شده اند. ماشین با فشار دادن سر برش در حال چرخش به سمت صخره پیشرفت می کند در حالی که گیره های هیدرولیک به صورت جانبی گسترش می یابند تا در برابر دیواره های تونل مهار شوند و نیروی واکنش مورد نیاز برای رانش به جلو را فراهم می کنند. تولید یک گیره TBM بر تولید یک سر برش بسیار مستحکم - که معمولاً از صفحه فولادی با مقاومت بالا با محفظههای برش دیسکی با موقعیت دقیق ساخته میشود - و یک مجموعه یاتاقان اصلی قدرتمند که قادر به انتقال بارهای رانشی عظیم در حین چرخش مداوم است، متمرکز است. برشهای دیسکی در ماشینهای سنگ سخت، اجزای کاربید مهندسی دقیقی هستند که باید با تحملهای ابعادی محکم ساخته شوند تا از سایش یکنواخت در سر برش اطمینان حاصل شود.
ماشین آلات تعادل فشار زمین (EPB).
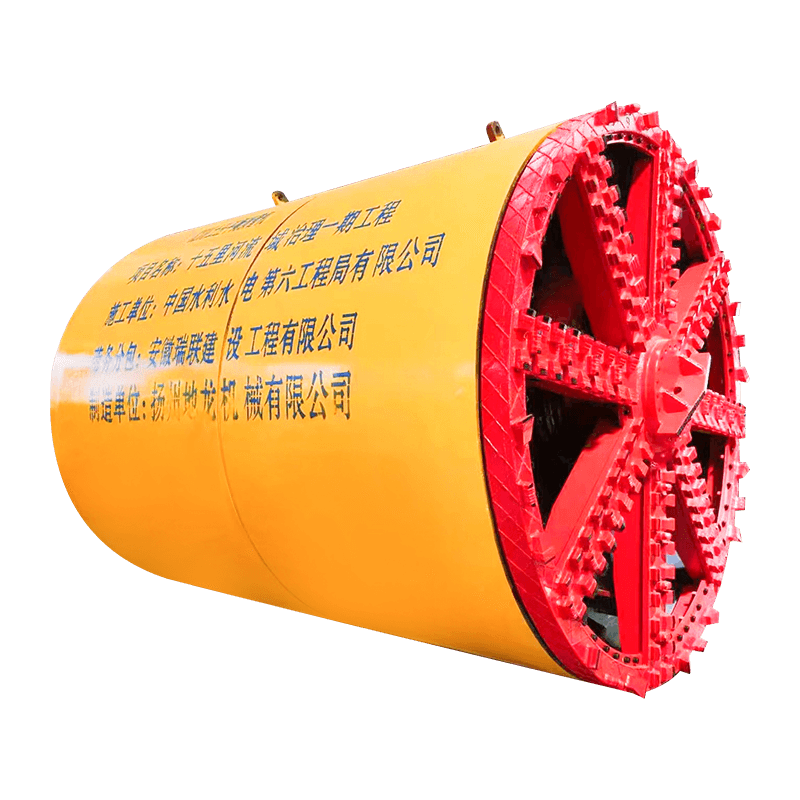
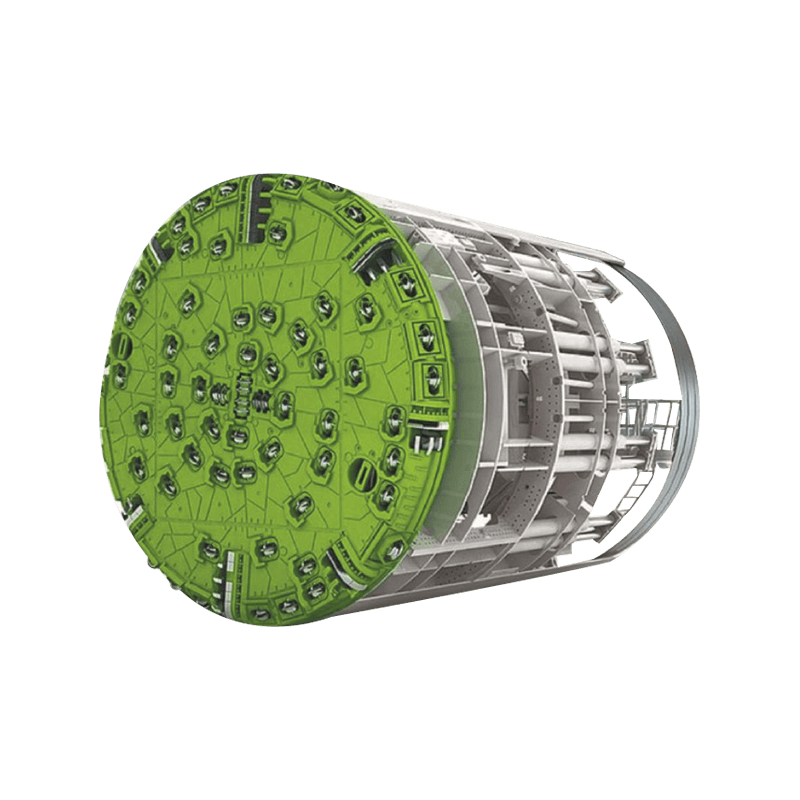
ماشینهای EPB کار تونلسازی شهری در زمین نرم، خاک مخلوط و شرایط آببار هستند. آنها از خود مواد حفاری شده - که با فوم، پلیمر یا مواد افزودنی بنتونیت تهیه شده است - برای حفظ فشار صورت و جلوگیری از نشست زمین در بالای تونل استفاده می کنند. پیچیدگی ساخت یک EPB TBM بر روی سیستم نوار نقاله پیچی متمرکز است که نرخ استخراج مواد را برای متعادل کردن فشار صورت، سیستم تزریق فوم ادغام شده در سر برش، و بدنه محافظی که باید در برابر فشار کامل زمین و آب زمین اطراف مقاومت کند، کنترل میکند. هندسه سر برش برای ماشینهای EPB اساساً با طرحهای سنگ سخت متفاوت است - به جای محفظههای برش دیسک، خراشها، اسکوپهای سطل و پورتهای تهویهکننده خاک را در خود جای داده است.
Slurry Shield TBMs
TBM های دوغابی در زمین های شل و اشباع از آب استفاده می شوند که حتی تهویه صورت EPB برای حفظ پایداری کافی نیست. آنها فشار صورت را با استفاده از دوغاب بنتونیت تحت فشار که محفظه حفاری را پر می کند، حفظ می کنند و توسط یک دیوار پشت سر برش پشتیبانی می شود. دوغاب از طریق یک خط لوله به سطح پمپ می شود، در یک کارخانه جداسازی پردازش می شود تا فساد از بین برود، و دوباره به صورت گردش می شود. تولید TBM برای ماشینهای دوغاب شامل تولید کارخانه جداسازی به عنوان بخشی از محدوده کلی سیستم است - یک چالش مهندسی اضافی که شامل هیدروسیکلونها، سانتریفیوژها و زیرساختهای پمپاژ دوغاب علاوه بر خود ماشین است.
TBM های مخلوط زمین و چگالی متغیر
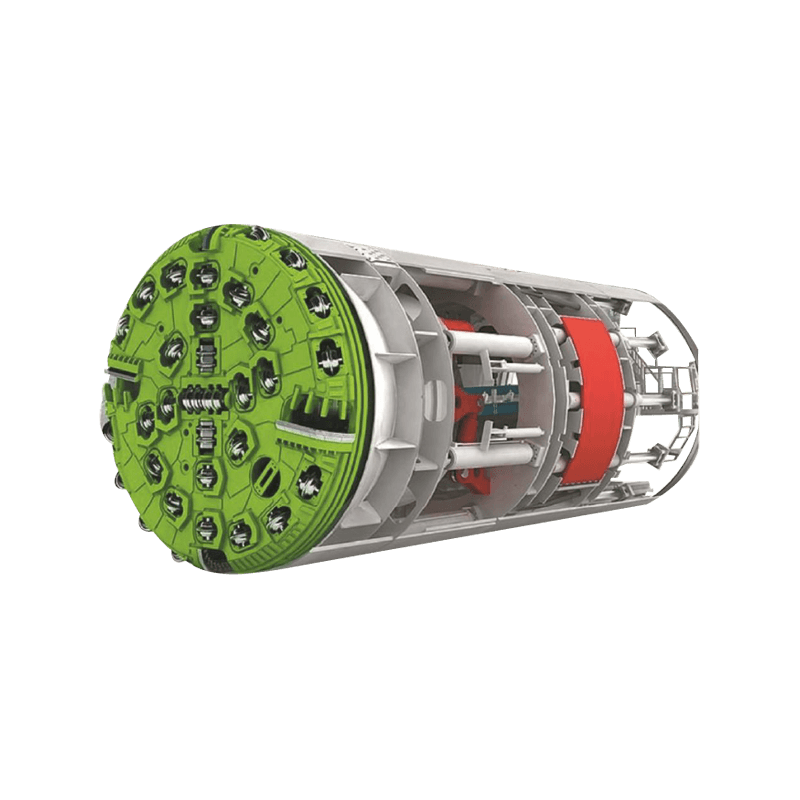
برخی از پیچیدهترین TBMهایی که تا به حال ساخته شدهاند، ماشینهایی هستند که برای شرایط صورت مختلط طراحی شدهاند - تونلهایی که هم از صخره و هم از زمین نرم در یک مقطع تونل عبور میکنند، یا بین مناطق سنگ سخت و زمین نرم در امتداد تراز قرار میگیرند. این TBMهای با چگالی متغیر یا زمین مخلوط باید هم برش دیسکی و هم ابزارهای برش زمین نرم را در یک سر برش، با اتاقکهای حفاری قابل تبدیل که میتوانند بین حالتهای EPB و سنگ سخت در حین رانندگی جابجا شوند، ترکیب کنند. ساخت این ماشینها نیازمند حل همزمان الزامات طراحی متناقض است که مهندسی TBM را به محدودیتهای خود میرساند.
اجزای اصلی تولید شده در هر TBM
صرف نظر از نوع، هر دستگاه حفاری تونل مجموعه ای از زیرسیستم های اساسی را به اشتراک می گذارد که باید برای کار با یکدیگر به عنوان یک سیستم دقیقاً یکپارچه طراحی و ساخته شوند. درک این اجزای اصلی توضیح می دهد که چرا تولید TBM از نظر فنی بسیار سخت و زمان بر است.
| جزء | تابع | چالش کلیدی تولید |
| سر کاتر | با چرخش در برابر سنگ یا خاک، سطح تونل را حفر می کند | یکپارچگی سازه تحت بارهای رانش و گشتاور ترکیبی؛ دقت موقعیت یابی ابزار کاتر |
| مجموعه بلبرینگ اصلی | سر برش را پشتیبانی می کند و نیروی رانش و گشتاور را منتقل می کند | تحمل عمر یاتاقان تحت بار بالا پایدار. آب بندی در برابر آلودگی زمین |
| بدنه سپر | از کارگران و تجهیزات محافظت می کند. مسکن سازه ای فراهم می کند | گردی دقیق برای نصب قطعه؛ مقاومت در برابر فشار زمین |
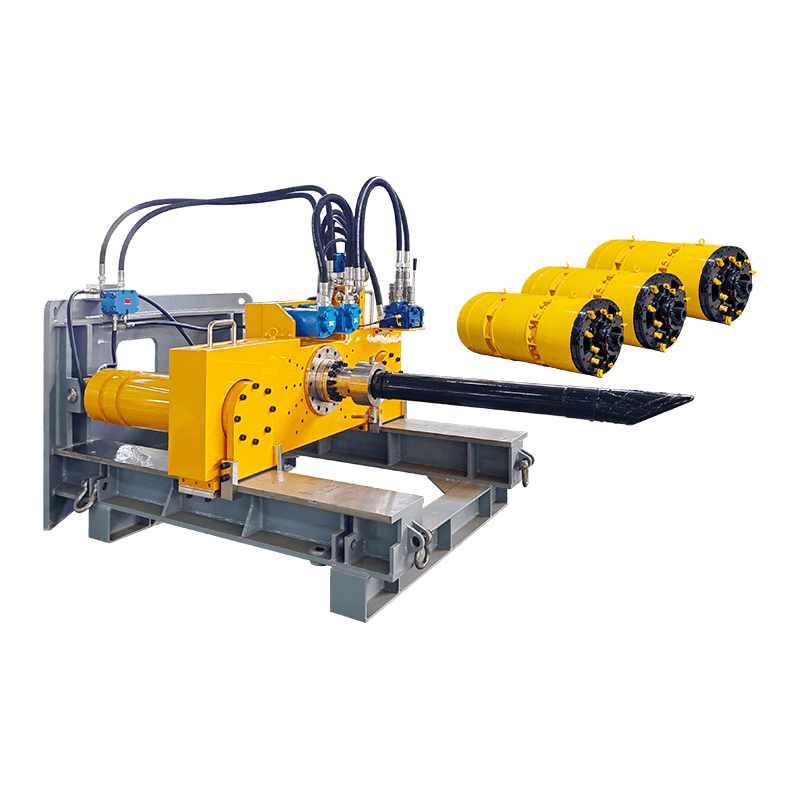
| سیستم سیلندر رانش | دستگاه را در برابر پوشش تونل نصب شده به جلو می راند | کنترل سکته مغزی همزمان در تمام سیلندرها. قابلیت اطمینان مهر و موم |
| Segment Erector | قطعات پوشش بتنی پیش ساخته را انتخاب و نصب می کند | دقت موقعیت یابی؛ قابلیت اطمینان سیستم خلاء؛ ظرفیت بار |
| موتورهای درایو و گیربکس | چرخش سر برش را برق دهید | چگالی توان در فضای محدود؛ مدیریت حرارتی |
| واحد برق هیدرولیک | تمام سیستم های هیدرولیک از جمله رانش و ارکتور را تامین می کند | یکپارچه سازی سیستم؛ افزونگی؛ دفع حرارت در فضای محدود |
| سیستم کنترل و هدایت | تراز تونل را هدایت می کند و همه سیستم ها را نظارت می کند | دقت در محیط زیرزمینی فاقد GPS یکپارچه سازی داده ها در زمان واقعی |
گام به گام فرآیند تولید TBM
فرآیند ساخت دستگاه حفاری تونل از زمان اعطای قرارداد تا آزمایش پذیرش کارخانه، یک برنامه مهندسی و تولید طولانی و چند مرحله ای است. درک این توالی روشن میکند که چرا زمان تحویل TBM معمولاً 12 تا 24 ماه است، حتی برای تولیدکنندگان با تجربه با زنجیرههای تامین تاسیس شده.
مرحله 1 - ژئوتکنیک و تجزیه و تحلیل الزامات پروژه
قبل از طراحی یک جزء واحد، تیم مهندسی سازنده TBM تجزیه و تحلیل دقیق داده های بررسی ژئوتکنیکی ارائه شده توسط مشتری را انجام می دهد. این شامل سیاهههای مربوط به گمانه، پارامترهای مقاومت سنگ، پروفیل های فشار آب زیرزمینی، نتایج آزمایش سایندگی، و داده های نفوذپذیری زمین در طول کل تراز تونل است. این تجزیه و تحلیل مستقیماً طراحی سر برش، اندازه سیستم رانش، مشخصات بلبرینگ و پیکربندی سیستم تهویه زمین را هدایت می کند. ماشینی که بر اساس دادههای زمینی نادرست یا ناکافی طراحی شده باشد، عملکرد ضعیفی دارد یا از کار میافتد - تحلیل ژئوتکنیکی پایهای است که کل طرح بر روی آن ساخته شده است.
مرحله 2 - مهندسی و طراحی سفارشی
با ایجاد شرایط زمینی، تیم مهندسی طراحی کامل TBM را با استفاده از نرمافزار پیشرفته سهبعدی CAD و تحلیل اجزای محدود توسعه میدهد. طراحی ساختاری سر برش برای سناریوهای ترکیبی رانش و بارگذاری گشتاور تحلیل میشود. محاسبات عمر یاتاقان اصلی با استفاده از تئوری عمر یاتاقان ISO 281 که برای طیف های بار خاص TBM سازگار شده است، انجام می شود. تلورانس های گردی بدنه محافظ بر اساس هندسه آستر قطعه تنظیم می شود. هر جوش اصلی در ساخت سازه طراحی و مستند به کدهای سازه ای مربوطه است. این مرحله طراحی به تنهایی معمولاً سه تا پنج ماه برای یک TBM با قطر بزرگ طول می کشد و ده ها هزار نقشه و مشخصات مهندسی تولید می کند.
مرحله 3 - تامین مواد و زنجیره تامین
تولید TBM به طیف وسیعی از مواد و اجزای تخصصی نیاز دارد که بسیاری از آنها زمان خرید طولانی دارند. ورق فولادی ساختاری با مقاومت بالا برای سر برش و بدنه سپر، یاتاقانهای حلقه چرخان با قطر بزرگ، گیربکسهای سیارهای با گشتاور بالا، سیلندرهای هیدرولیک ساخته شده با مشخصات دقیق ضربه و فشار، و سیستمهای آببندی تخصصی، همگی نیاز به تهیه زود هنگام دارند تا از تأخیر در ساخت جلوگیری شود. مجموعه اصلی یاتاقان - یک حلقه چرخان عظیم که قطر آن برای یک TBM بزرگ می تواند از سه متر بیشتر شود - اغلب دارای زمان تولید مستقل شش تا نه ماه است و معمولاً آیتم مسیر بحرانی در کل برنامه تحویل TBM است.
مرحله 4 - ساخت سازه
ساخت ساختاری TBM شامل برش، شکلدهی، و جوش دادن بخشهای ورق فولادی سنگین به مجموعههای ساختاری اصلی - سر برش، سپر جلو، سپر عقب و اجزای چرخ دنده عقب است. این کار توسط جوشکارهای سازه ای معتبر با استفاده از روش های جوش از پیش واجد شرایط انجام می شود و با آزمایش های غیر مخرب از جمله اولتراسونیک، ذرات مغناطیسی و معاینه رادیوگرافی بازرسی می شود. کنترل ابعادی در حین ساخت بسیار مهم است - بدنه سپر باید تا حد تلورانس های محکم گرد باشد تا بتوان بخش های پوشش تونل را با هندسه شکاف ثابت نصب کرد. مجموعه های ساختاری بزرگ پس از ساخت ماشین کاری می شوند تا به تلورانس های رابط مورد نیاز در سطوح جفت گیری دست یابند.
مرحله 5 - مونتاژ مکانیکی و هیدرولیک
با تکمیل ساخت سازه، دستگاه به تدریج با سیستم های مکانیکی، هیدرولیک و الکتریکی خود مونتاژ می شود. یاتاقان اصلی نصب شده و مطابق با مشخصات گشتاور شده است. موتورهای محرک و گیربکس ها نصب و تراز شده اند. سیستم سیلندر رانش نصب شده است و تمام سیلندرها قبل از اتصال به واحد قدرت هیدرولیک به صورت جداگانه تحت آزمایش فشار قرار می گیرند. بازوی نصب قطعه مونتاژ می شود و میزان دسترسی، سرعت و ظرفیت بار آن تأیید می شود. سیستم کنترل سیمی و یکپارچه است و تمام ورودیهای حسگر و خروجیهای محرک در برابر مستندات منطق کنترل تأیید شدهاند. این مرحله مونتاژ در نیروی کار ماهر فشرده است - مونتاژ TBM به تکنسین هایی نیاز دارد که ادغام کامل سیستم را درک کنند، نه فقط نصب اجزای جداگانه.
مرحله 6 - تست پذیرش کارخانه
قبل از اینکه یک TBM کارخانه را ترک کند، تحت یک آزمون جامع پذیرش کارخانه (FAT) قرار میگیرد که توسط مشتری و نمایندگان فنی آنها مشاهده میشود. FAT تأیید میکند که همه سیستمها در شرایط کنترلشده مطابق مشخصات عمل میکنند - سرعت چرخش سر برش و گشتاور، نیروی رانش سیلندر و ضربه، محدوده نصب بخش و ظرفیت بار، فشار و جریان سیستم هیدرولیک، عملکرد سیستم الکتریکی، و پاسخ سیستم کنترل. سیستم هدایت کالیبره شده و تایید شده است. هر گونه نقص شناسایی شده در طول FAT باید قبل از تأیید دستگاه برای حمل و نقل اصلاح شود. رکورد FAT بخشی از مستندات دائمی دستگاه می شود و در طول عمر عملیاتی آن به آن ارجاع داده می شود.
استانداردهای مهندسی دقیق در تولید TBM
الزامات دقت ساخت TBM با تجهیزات سنگین هوافضا و دفاعی رقابت می کند. این تلورانس ها دلخواه نیستند - آنها مستقیماً بر توانایی ماشین برای ساخت تونل در تراز مشخص شده، نصب قطعات آستر بدون آسیب و حفظ اتصالات ضد آب بین بخش ها در طول عمر تونل تأثیر می گذارد.
- گرد بودن سر برش: قطر بیرونی سر برش باید بین ± 2-3 میلی متر از قطر سوراخ اسمی باشد تا برش بیش از حد طراحی شده حفظ شود و از گیر افتادن سپر در زمین جلوگیری شود. دستیابی به این تحمل در یک سازه فولادی ساخته شده با قطر پنج تا دوازده متر، مستلزم توالی دقیق عملیات جوشکاری برای کنترل اعوجاج و ماشینکاری پس از جوشکاری سطوح رابط بحرانی است.
- ماشینکاری صندلی بلبرینگ اصلی: حفره محفظه و ژورنال شفت که مجموعه یاتاقان اصلی را قرار میدهد باید تا تلورانسهایی در محدوده IT6-IT7 (0.010-0.025mm) ماشین کاری شود و با استفاده از ماشینهای اندازهگیری مختصات دقیق بازرسی شود. هندسه صندلی نادرست یاتاقان، عمر یاتاقان را به طور چشمگیری کاهش می دهد و می تواند باعث خرابی زودرس در اعماق زمین شود - یک سناریوی تعمیر بسیار گران قیمت و وقت گیر.
- دایره ای بدنه سپر: بخشهای سپر جلو و عقب باید با تحمل دایرهای معمولاً بین 5 تا 10 میلیمتر روی قطر کامل مونتاژ و ماشینکاری شوند تا اطمینان حاصل شود که شکاف حلقوی بین سپر و بخشهای آستر نصبشده در اطراف محیط سازگار است. این قوام برای اثربخشی مهر و موم پوست دم بسیار مهم است - برسها و گریسهایی که شکاف بین دم محافظ و پوشش را میبندند باید برای جلوگیری از ورود آبهای زیرزمینی با هم تماس برقرار کنند.
- همگام سازی حرکت سیلندر تراست: در یک TBM بزرگ، 30 تا 50 سیلندر رانش منفرد باید در گروههای دقیقاً هماهنگ کشیده و جمع شوند تا هنگام حرکت در راستای تونل، گام و انحراف دستگاه را کنترل کنند. سیلندرها باید با تحمل ضربه ثابت ساخته شوند و سیستم کنترل باید طوری کالیبره شود تا همگام سازی موقعیت را در عرض چند میلی متر در طول حرکت کامل سیلندر حفظ کند.
- موقعیت محفظه برش دیسک: در TBM های سنگ سخت، موقعیت هر محفظه برش دیسکی در وجه سر برش باید دقیقاً روی شعاع برش طراحی شده تنظیم شود، تا اطمینان حاصل شود که همه برش ها در شعاع یکسان، شیار مشابهی را در صفحه سنگ دنبال می کنند. خطاهای موقعیتی در فاصله برش باعث بارگذاری بیش از حد برش های فردی و تسریع سایش، کاهش عمر برش و افزایش دفعات زمان بر تعویض برش در زیر زمین می شود.
فن آوری های کلیدی تولید مدرن TBM را هدایت می کند
وضعیت هنر در تولید ماشینهای حفاری تونل در دهههای اخیر پیشرفت قابلتوجهی داشته است، که ناشی از تقاضای پروژههای چالش برانگیز تونل و ادغام ابزارهای مهندسی دیجیتال است که برای نسلهای قبلی طراحان TBM در دسترس نبود.
دوقلوی دیجیتال و شبیه سازی
تولیدکنندگان پیشرو TBM اکنون مدلهای دوقلوی کامل دیجیتالی هر دستگاه را قبل از شروع ساخت توسعه میدهند. این مدلها تجزیه و تحلیل ساختاری، شبیهسازی سیستم هیدرولیک و مدلسازی منطقی کنترل را برای تأیید عملکرد سیستم در طیف کاملی از شرایط عملیاتی مورد انتظار در پروژه خاص یکپارچه میکنند. دوقلوهای دیجیتال مهندسان را قادر میسازند تا تضادهای رابط را شناسایی کنند، موقعیتیابی اجزا را بهینه کنند، و سناریوهای خطا را قبل از برش یک تکه فولاد شبیهسازی کنند. در طول کار، دوقلو دیجیتال می تواند به طور مداوم با داده های ماشین واقعی به روز شود تا از تعمیر و نگهداری پیش بینی و عیب یابی از مرکز مهندسی سازنده در هر نقطه از جهان پشتیبانی کند.
مواد پیشرفته سر برش و محافظت در برابر سایش
سایش سر برش یکی از عوامل اصلی محدود کننده نرخ پیشرفت TBM و افزایش هزینه های نگهداری در زمین ساینده است. تولید مدرن TBM شامل استراتژیهای پیشرفته حفاظت از سایش از جمله دکمههای سایش کاربید تنگستن، صفحه روکش کاربید کروم، و درجهای سایش کامپوزیت سرامیکی در مناطق با بالاترین سایش سر برش است. انتخاب و قرار دادن حفاظت از سایش اکنون با استفاده از دینامیک سیالات محاسباتی و مدلسازی عناصر گسسته برای پیشبینی الگوهای سایش برای شرایط خاک و سنگ خاص پروژه تحلیل میشود و اجازه میدهد تا حفاظت در جایی که بیشتر مورد نیاز است به جای اعمال یکنواخت متمرکز شود.
جوشکاری اتوماتیک و ساخت رباتیک
در حالی که بسیاری از ساخت TBM هنوز به جوشکاران دستی بسیار ماهر متکی است، ادغام سیستمهای جوشکاری خودکار قوام و بهرهوری جوش را در اتصالات جوشی با حجم بالا بهبود بخشیده است. سلولهای جوش رباتیک برای جوشهای ساختاری تکراری در پانلهای بدنه سپر و بخشهای پرهای استفاده میشوند که هندسه جوش ثابت در آنها حیاتی است. جوشکاری قوس زیردریایی به طور گسترده برای جوش های لب به لب سنگین در بخش های صفحه ضخیم استفاده می شود که نفوذ عمیق و نرخ رسوب بالا با کیفیت قابل اعتماد را فراهم می کند. این فرآیندهای خودکار، جوشکاران ماهر را آزاد میکند تا بر روی اتصالات دسترسی پیچیده تمرکز کنند، جایی که تخصص آنها بیشترین ارزش را دارد.
سیستم های نظارت بر عملکرد در زمان واقعی
TBM های معاصر مجهز به صدها حسگر هستند که همه چیز را از نیروی سیلندر رانش فردی گرفته تا دمای یاتاقان اصلی، گشتاور سر برش، فشار صورت، فشار تزریق گریس سیل دم و موقعیت نصب قطعه را کنترل می کنند. این داده ها در زمان واقعی ثبت می شوند، به اپراتور نمایش داده می شوند، به دفتر مهندس پروژه منتقل می شوند و در بسیاری از موارد به طور ایمن با تیم مهندسی سازنده TBM به اشتراک گذاشته می شوند. توانایی نظارت بر عملکرد ماشین از راه دور نحوه پشتیبانی تولیدکنندگان از تجهیزات خود را در این زمینه تغییر داده است و امکان تشخیص سریع مشکلات در حال ظهور را قبل از تبدیل شدن به خرابی های پرهزینه فراهم می کند.
تولیدکنندگان جهانی TBM و مکانی که ماشین های خود را می سازند
صنعت تولید TBM در میان تعداد کمی از تولید کنندگان بزرگ بین المللی متمرکز است که هر کدام دارای قابلیت های مهندسی تخصصی و امکانات تولیدی هستند که قادر به تولید بزرگترین و پیچیده ترین ماشین آلات در جهان هستند.
- Herrenknecht AG (آلمان): بزرگترین تولید کننده TBM در جهان از نظر حجم و درآمد واحد، که دفتر مرکزی آن در شواناو، آلمان قرار دارد. Herrenknecht طیف کاملی از انواع TBM را از ماشینهای ریزتونلزنی کوچک گرفته تا ماشینهای دوغاب با قطر بزرگ و ماشینهای EPB، با تاسیسات اصلی تولید در آلمان و عملیات مونتاژ در سطح جهانی تولید میکند. آنها ماشینهایی را برای برخی از چالشبرانگیزترین پروژههای تونلسازی جهان از جمله تونل پایه گوتارد و سیستمهای متروی متعدد در سراسر آسیا و خاورمیانه تحویل دادهاند.
- شرکت رابینز (ایالات متحده آمریکا): یکی از قدیمیترین و مشهورترین نامها در تولید TBM، رابینز پیشگام فناوری TBM سنگ سخت بود و همچنان پیشرو در TBMهای گیره پرتو اصلی برای تونلزنی سنگ است. آنها ماشین آلات را در تاسیسات ایالات متحده تولید و بازسازی می کنند و یک سرویس جهانی و شبکه پشتیبانی برای تجهیزات خود در سراسر جهان دارند.
- NFM Technologies (فرانسه، بخشی از گروه Bouygues): یک سازنده فرانسوی TBM با تخصص قوی در ماشینهای تونلزنی شهری با قطر بزرگ، بهویژه سپر دوغاب و انواع EPB برای پروژههای چالش برانگیز اروپایی و بینالمللی. NFM ماشین آلات را برای پروژه های بزرگ مترو در پاریس، رم و در سراسر آسیای جنوب شرقی تحویل داده است.
- CREG - گروه تجهیزات مهندسی راه آهن چین: CREG که بزرگترین تولیدکننده TBM چین و اکنون یکی از بزرگترین تولیدکنندگان در جهان از نظر حجم است، به سرعت توانایی های مهندسی و تولید خود را از طریق ترکیبی از فناوری مجاز و سرمایه گذاری تحقیق و توسعه داخلی توسعه داده است. CREG اکثر TBM های مورد استفاده در برنامه های عظیم مترو و تونل های راه آهن سریع السیر چین را تامین می کند و صادرات به بازارهای بین المللی را آغاز کرده است.
- صنایع سنگین کاوازاکی و صنایع سنگین میتسوبیشی (ژاپن): هر دو شرکت مهندسی ژاپنی دارای سابقه طولانی در تولید TBM هستند، در درجه اول برای بازار داخلی ژاپن و پروژه های صادراتی منتخب. ساخت ژاپنی TBM به دلیل کیفیت ساخت و دقت بسیار بالا، با استحکام خاص در فناوری ماشینهای محافظ برای تونلسازی شهری با زمین نرم شناخته شده است.
- کاترپیلار (بخش Lovat، کانادا): کاترپیلار Lovat، یک تولیدکننده کانادایی TBM را خریداری کرد و به تولید ماشینهای EPB و دوغاب با نام تجاری تونلسازی کاترپیلار ادامه میدهد. ماشین آلات آنها به طور گسترده در پروژه های تونل سازی زیرساخت های آمریکای شمالی از جمله تامین آب و حمل و نقل شهری استفاده می شود.
نوسازی و بازسازی TBM
بخش مهم و رو به رشد صنعت تولید TBM، نوسازی و ساخت مجدد ماشینهای مستعمل برای پروژههای تونل جدید است. با توجه به هزینه هنگفت یک TBM جدید - یک ماشین با قطر بزرگ می تواند 15 تا 50 میلیون دلار یا بیشتر هزینه داشته باشد - صاحبان پروژه و پیمانکاران به طور فزاینده ای ماشین های بازسازی شده را به عنوان یک جایگزین مقرون به صرفه ارزیابی می کنند که شرایط پروژه با مشخصات ماشین موجود سازگار باشد.
نوسازی TBM معمولاً شامل جداسازی تمام سیستمهای اصلی، بازرسی و جایگزینی اجزای سایش، بازسازی مجموعههای ساختاری، تعمیرات اساسی یاتاقانهای اصلی، تعویض آببندها و سیلندرهای هیدرولیک، و بازسازی کامل سیستمهای الکتریکی و کنترلی است. در پروژههای بازسازی بزرگتر، ممکن است سر برش برای اصلاح طرح برش برای شرایط مختلف زمین بازسازی شود، یا قطر سپر ممکن است کمی از طریق افزودن یا حذف درجهای فولادی در صفحه پوست تنظیم شود. یک بازسازی به خوبی اجرا شده می تواند عمر سرویس دستگاه را با یک پروژه کامل دیگر و گاهی بیشتر، با کسری از هزینه یک دستگاه جدید، افزایش دهد.
چالش ها و روندهای آینده در ساخت ماشین های حفاری تونل
تولید TBM با مجموعهای از چالشهای فنی و تجاری مداوم مواجه است که چگونگی توسعه صنعت را در دهه آینده شکل میدهد. تقاضا برای راهحلهای تونلسازی بزرگتر، عمیقتر و خودکارتر، مرزهای آنچه را که فناوری TBM فعلی میتواند به دست آورد و سرمایهگذاری قابلتوجهی در تحقیق و توسعه در سراسر صنعت هدایت کند، افزایش میدهد.
- افزایش قطر دستگاه: گرایش به سمت قطر تونلهای بزرگتر برای بزرگراهها و تونلهای ترکیبی مترو/جاده، ماشینهایی در مقیاس فوقالعاده تولید میکند. ماشینهای با قطر بیش از 15 متر چالشهای ساختاری و لجستیکی را ارائه میکنند که نیازمند راهحلهای مهندسی جدید هستند - حمل و نقل، مونتاژ و راهاندازی چنین ماشینهایی در فضای محدود یک شفت پرتاب نیازمند برنامهریزی دقیق در هر مرحله از فرآیند تولید و تحویل است.
- سیستم های تعویض خودکار کاتر: تعویض برشهای دیسکی روی TBMهای سنگ سخت، کارگران را ملزم میکند تا در شرایط جوی یا تحت فشار وارد محفظه حفاری شوند تا بهطور دستی برشهای فرسوده را جایگزین کنند - یکی از سختترین و خطرناکترین وظایف در تونلسازی. چندین تولید کننده در حال توسعه سیستم های تغییر برش رباتیک هستند که می توانند این کار را از راه دور انجام دهند و قرار گرفتن کارگران در معرض محیط حفاری تحت فشار خطرناک را حذف کنند. توسعه دستکاریهایی که قادر به تحمل وزنهای برش بیش از 200 کیلوگرم در فضاهای محدود، مرطوب و آلوده هستند، یک چالش مهندسی مهم است.
- برقی شدن سیستم های محرک: افزایش فشار نظارتی بر کیفیت هوای زیرزمینی و انتشار کربن، توسعه سیستمهای محرک تمام الکتریکی TBM را تسریع میکند که روغن هیدرولیک و انرژی مبتنی بر دیزل را از دستگاه حذف میکند. موتورهای کاتر درایو مستقیم الکتریکی، محرکهای سیلندر رانش الکتریکی، و لجستیک تونل با باتری یا شبکه همگی در حال توسعه فعال توسط تولیدکنندگان بزرگ هستند.
- انعطاف پذیری زنجیره تامین: اختلالات جهانی در سالهای اخیر آسیبپذیریهایی را در زنجیرههای تامین گستردهای که تولیدکنندگان TBM به آن وابسته هستند، آشکار کرد - بهویژه برای یاتاقانهای با قطر بزرگ، قطعات هیدرولیک تخصصی و سیستمهای کنترل الکترونیکی. تولیدکنندگان فعالانه در حال تلاش برای واجد شرایط بودن تامینکنندگان جایگزین، افزایش موجودی اجزای استراتژیک، و در برخی موارد، تولید قطعات برونسپاری شده قبلی را در داخل به منظور کاهش مواجهه با اختلالات زنجیره تامین میکنند.
- هدایت و عملیات مستقل به کمک هوش مصنوعی: ادغام هوش مصنوعی در سیستم های هدایت و کنترل TBM یک حوزه توسعه فعال است. مدلهای یادگیری ماشینی که بر روی دادههای پروژه تاریخی آموزش دیدهاند، میتوانند پارامترهای فرمان را بهینه کنند، کیفیت ساخت حلقه آستر را پیشبینی کنند و اپراتورها را در مورد توسعه شرایط زمین قبل از ایجاد مشکلات عملیاتی هشدار دهند. عملیات کاملاً مستقل TBM یک هدف بلندمدت باقی می ماند، اما اتوماسیون تدریجی وظایف عملیاتی معمول در حال حاضر در پروژه های فعلی مستقر شده است.
نظرات نهایی در مورد ساخت TBM
تولید ماشینهای حفاری تونل در تقاطع مهندسی سازه، ماشینکاری دقیق، هیدرولیک، الکترونیک و علم مواد قرار دارد - و این کار را در مقیاسی انجام میدهد که کمتر صنایع دیگری میتوانند با آن برابری کنند. هر TBM که کارخانه را ترک میکند، یک راهحل سفارشی مهندسی شده برای مجموعه خاصی از چالشهای زمینشناسی و پروژه است، و کیفیت آن مهندسی و ساخت در نهایت به این معناست که دستگاه چقدر با اطمینان از زمین عبور میکند، چقدر یکپارچه پوشش تونل با کیفیت را نصب میکند، و چقدر مطمئن کارگران را در پایان هر شیفت کاری به خانه میآورد.
از آنجایی که تقاضای زیرساخت های جهانی همچنان به سرمایه گذاری در ساخت و سازهای زیرزمینی ادامه می دهد، تولیدکنندگان TBM با آینده ای هیجان انگیز و خواستار روبرو هستند - ارائه ماشین هایی با اندازه، پیچیدگی و پیچیدگی های تکنولوژیکی روزافزون در حین مدیریت زنجیره های تامین، توسعه نسل بعدی مهندسان و سازندگان، و ادغام فناوری های دیجیتال که مشخص می کند حفاری تونل در نیم قرن آینده چگونه به نظر می رسد. برای هر کسی که درگیر ساخت تونل، خرید یا توسعه پروژه است، درک اینکه چگونه این ماشینهای خارقالعاده طراحی و ساخته میشوند، برای تصمیمگیری آگاهانه در مورد یکی از پیچیدهترین و مهمترین قطعات تجهیزات ساختمانی که تاکنون ایجاد شده است، اساسی است.











